
Purposely built for the efficient movement of materials within underground coal mines, conveyor belts play a vital role in ensuring that production proceeds without obstructions. Like puzzles, these belts have numerous important pieces One of many moving parts are the rubber belt that moves along it, continuously. Also included are rollers that operate as wheels and help the belt glide smoothly along its track. All these parts working together in perfect unison provides a seamless way for the conveyor belt system to transport products from point A to B.
Conveyor belts are an integral part of the opertaions in coal mines as they accelerate process of transportation and enhance productivity. What problems come in because manual handling coal is impossible! Coal moves along the path from one end of that belt to the other. And then based on this, the coal is collected and which takes it to their actual place only. The conveyor belts were also remarkable: They can even carry coal up inclines, something that humans cannot do.
Space here is an innovation winner in the conveyor belt realm. Modern conveyors belts are relatively more high tech than that of their older counterparts. For example, some belts have non-contact sensors built into them that can detect anything which may come off the belt to prevent any blockages or damage. There is even the type of conveyor belt that has a self-cleaning mechanism to it where brushes are used to wipe away any refuse from the belts. The maintenance keeps the belts in good working condition for transporting coal without any sort of hitch.
Because working near conveyor belts is inherently dangerous, safety measures are also essential. Those working near these belts are supposed to follow certain safety rules, primarily involving the wearing of specific safety equipment - hard hats, goggles and steel-toed boots. There's also the need to be diligent so that nothing gets caught up in there as well. Should an emergency arise, the belt can be stopped immediately by depressing at least one of these emergency stop buttons.
In the coal mining industry, conveyor belts are essential assets for streamlining even distribution of coal without consuming enough time to keep process uninterrupted. Now, understanding them to a greater degree provides room for improvements in functionality. Safety standard make conveyor belt systems nearly impossible to improve upon with constant innovation of the technology. For the mining sector, this translates into a mechanized means by which miners can work alongside conveyor belts without endangerment to their safety and hence allowing continuous productivity of the mine.
Our coal mine conveyor belt team is comprised of experts responsible for setting national standards. And we have obtained 32 utility model patents for national use for example "multi-ply textile conveyor belt" and has issued 3 invention patents, and 11 utility model patents such as ultra-wear-resistant conveyor belts and has partnered with a variety of universities, which shows the company's leading position in rubber industry technology. We also have an huge and efficient after-service staff consisting of 32 people.
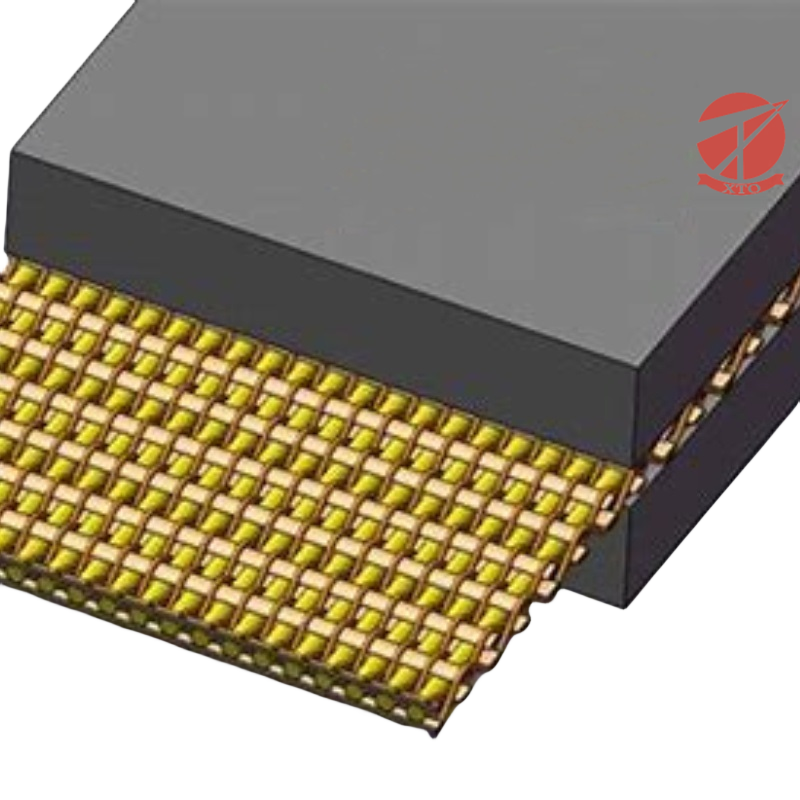
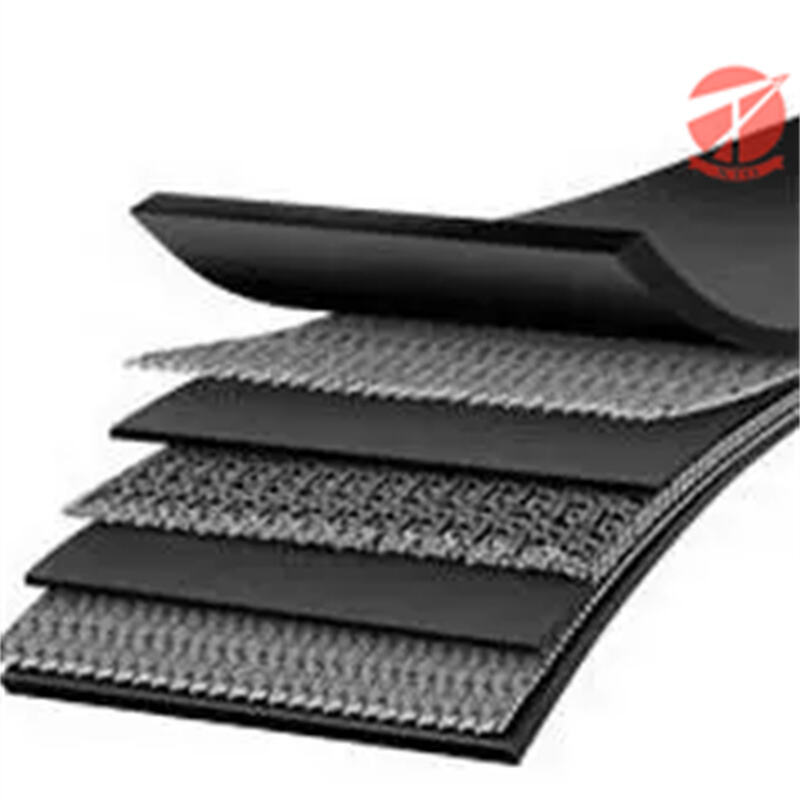
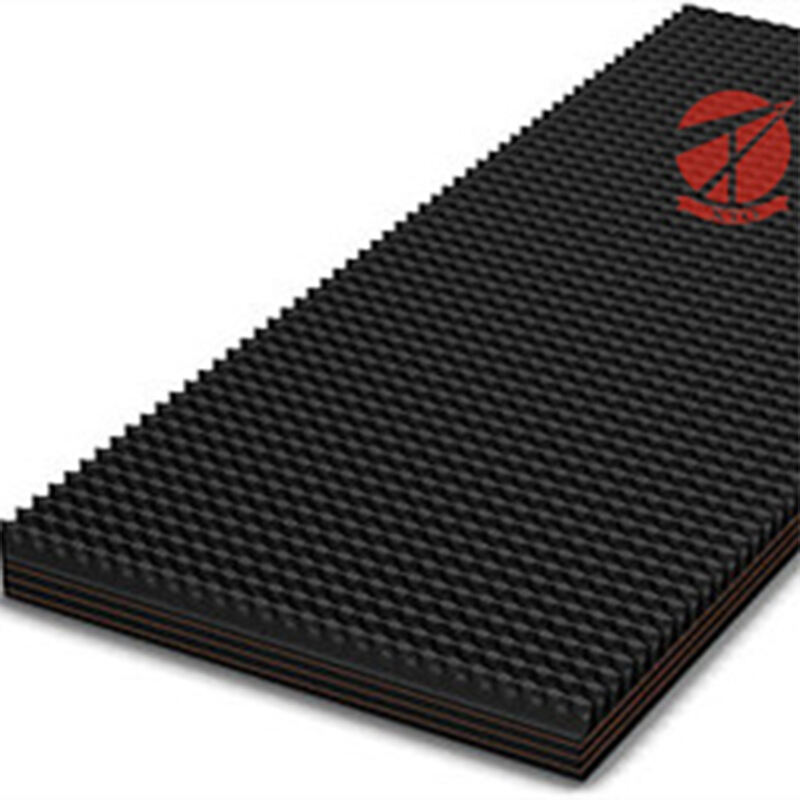
The product line includes conveyor belts with coal mine conveyor belt multi-ply textile belt solid woven conveyor belt, as well as sidewall belt, pipe belt and patterned belt, as well as lifting belt, and aramid conveyor belt. The annual production capacity of design is 29 million square meters of conveyor belts. Among these: We have 11 solid woven conveyor belt producing lines, we have 4 multi-ply textile belt producing lines, and seven steel cord conveyor belt producing lines. The longest conveyor belt made from steel vulcanization equipment in Asia.
The company has modern production equipment, a coal mine conveyor belt, and top technology so that the company has developed into a formidable competitive advantage for the business The PVG conveyer belt has most of the marketplace in China. We are vice-chairman of China's conveyor belt field and are among its top makers. The company has won honors such as "China Quality Brand" and "The Most Influential Brand in the Field of Conveyor Belt in China" and many more.
ISO9001, ISO14001, and ISO45001 are rigorous standards that we've successfully completed. Our products have been through quality tests conducted by renowned organisations such as RWE coal mine conveyor belt BV MSHA MASC.